



Widerstandsschweissen
Für beste Verbindungen
Widerstandsschweißen erstmals als Verfahren aufgezeigt von James Prescott Joule in 1857, gut 20 Jahre später konnten einschlägige Versuche zur Entwicklung der Widerstandspressschweißtechnik führen. Das Widerstandsschweißen ist ein Schweißverfahren für elektrisch leitfähige Werkstoffe auf Basis der jouleschen Stromwärme eines durch die zu verbindenden Teile fließenden elektrischen Stromes. Patente welche zum grundlegenden Widerstandsschweißen führten sind dann in 1886 angemeldet worden.
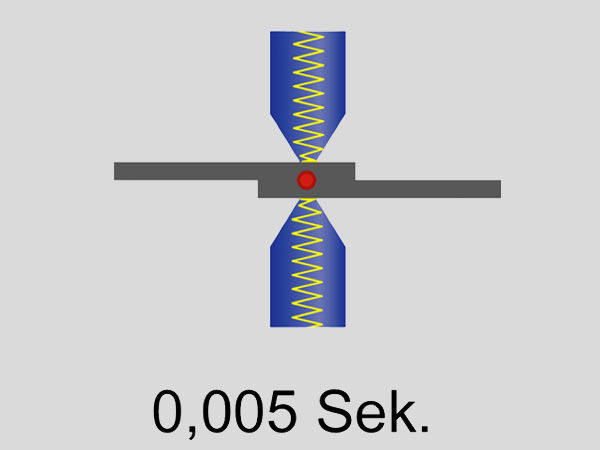
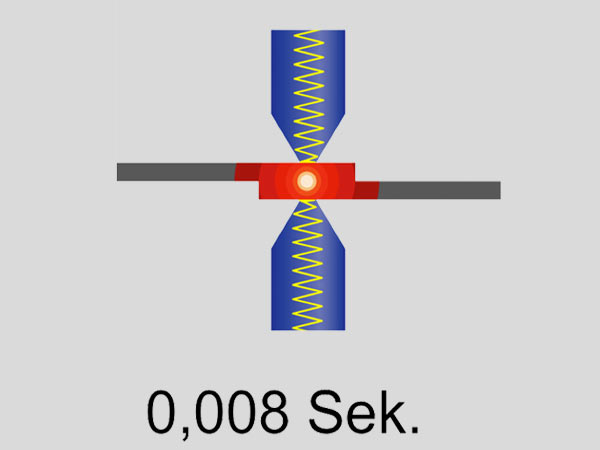
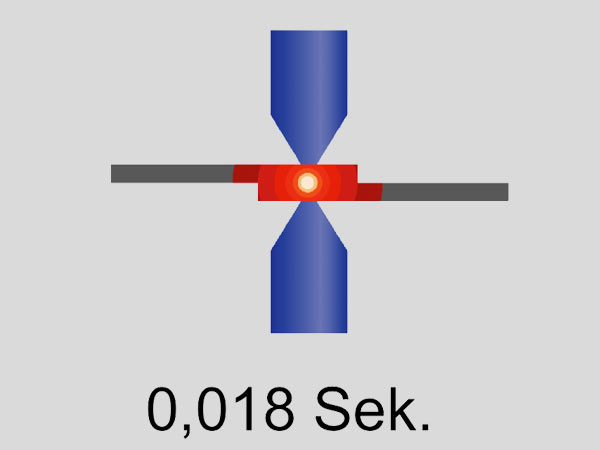
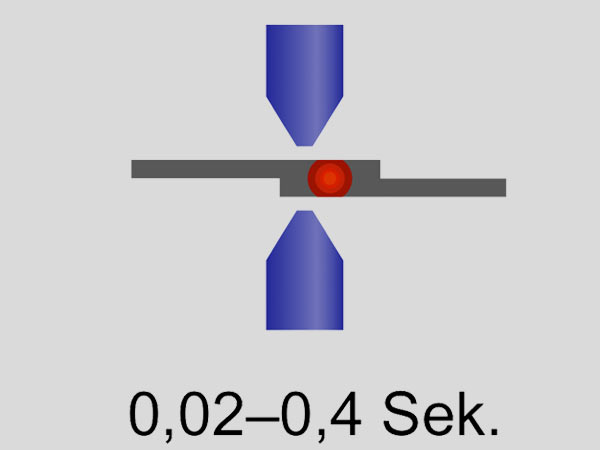
Bis zum erreichen der erforderlichen Schweißtemperatur werden die zu verschweißenden Teile oder Verbindungspartner durch die Schweißelektroden erhitzt und an der Berührungstelle unter Einwirkung der Schweißkraft durch Erstarren von Schmelze (direktes Übergehen eines Stoffes vom festen in den flüssigen Zustand), durch Diffusion (es wird hierbei von einer oberflächlichen molekularen Verbindung gesprochen) oder stark ausbildender Schweißlinse auch fest verschweißt.
Man spricht somit von einer Diffusionsschweißung mit oberflächlicher Verschweißung und keiner Schmelztemperatur welche bei 100% liegt sondern eher nur 60-80%, so wie weiter von einer Schmelzschweißung bei welcher sich beide Partner verschmelzend verbinden, hier findet eine Rekristallisation statt welche mit einer Gefügeneubildung, Keimbildung oder auch Kornwachstum zu beschreiben ist.
Grundlage aller Widerstandsschweißprozesse ist das Joulesche Gesetz
Q = I2 * R * t
Wärme = Strom2 * Widerstand * Zeit
Die Größe der Schweißlinse hängt bei konstanten Bedingungen vom Verlauf der Wärmebilanz ab. Es müssen sowohl die Wärmezufuhr als auch die Wärmeabfuhr konstant gehalten werden. Nur dann ist eine stabile Wärmebilanz möglich. Für reproduzierbare Ergebnisse muss also auch die abgeführte Verlustwärmemenge konstant bleiben.
Ablauf eines Widerstandsschweißprozesses und Vorteile:
- Sichere Verbindung durch verschmelzen zweier Fügepartner zu einem
- Die Verbindung entsteht ohne umweltbelastende Bindemittel wie Blei, Zinn oder Klebstoffe
- Die Verbindungsqualität abhängig von der Eindringtiefe des Schmelzvorgangs durch Stromflußzeit und Schweißkraft ist kontrolliert messbar und überwacht
- Schnelle Prozesse durch moderne Steuerungstechnik so z.B. sind Taktzeiten kleiner 1 Sek. reproduzierbar
- Mehrere parallell geschalteten Schweißköpfe erhöhen die Kapazität


So gesehen sind die Kriterien für Prozess und wiederholgenaue Qualität wegweisend überwachte Parameter wie:
1. Schweißzeit, 2. Schweißstrom, 3.Schweißkraft, 4. Materialbeschaffenheit
Die Resistronic AG trägt seit über 50 Jahren zur Optimierung der Widerstands-Schweißtechnik bei und bietet zielführend bewährte Lösungen und Technologien in den Bereichen der Mikrofügetechnik und angewandter Schweißverfahren an, diese sind im wesentlichen:
- Punktschweißen
- Spaltschweißen
- Buckelschweißen
- Kompaktieren
- Hot Staking / Lackdrahtschweißen
- Thermokompressionsschweißen